Reka bentuk sistem gating acuan suntikan
Reka bentuk sistem gating acuan suntikan
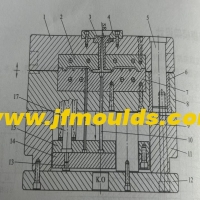
Sistem suntikan acuan suntikan merujuk kepada saluran aliran cair dari muncung mesin pengacuan suntikan ke pintu masuk rongga. Ia boleh dibahagikan kepada dua jenis utama: sistem gating pelari biasa dan sistem gating pelari panas.
Penentuan arah aliran, bentuk keratan rentas dan saiz pelari, reka bentuk sistem gating pelari biasa porselin termasuk pemilihan pelari utama, pemilihan kedudukan pintu, penentuan bentuk pintu dan saiz keratan rentas pintu. Reka bentuk pelari panas terutamanya termasuk reka bentuk muncung jet panas dan plat pelari panas, dll.

Pengilang acuan suntikan kerusi di China (jfmoulds.com)
I. Prinsip dan Mata Utama Reka Bentuk Sistem Gating
1. Prinsip Reka Bentuk Sistem Gating
Prinsip kualiti terlebih dahulu
Reka bentuk sistem basuh dan suntikan mempunyai kesan yang signifikan terhadap kualiti bahagian plastik. Pertama, pintu masuk harus ditetapkan di bahagian plastik yang paling mudah diakses, sambil meminimumkan kesan ke atas kemunculan bahagian plastik sebanyak mungkin. Kedua, kedudukan dan bentuk pintu gerbang akan secara langsung mempengaruhi kualiti pencetakan bahagian plastik. Sistem suntikan yang tidak munasabah boleh menyebabkan kecacatan seperti tanda kimpalan, pengisian yang lemah, dan tanda aliran pada bahagian plastik, dan bahkan membawa kepada kegagalan acuan.
(2) prinsip keseimbangan makanan
Dalam acuan suntikan tunggal, jarak antara kedudukan mulut dan semua bahagian rongga harus sama mungkin untuk memastikan bahawa cair mengisi setiap sudut rongga serentak. Dalam acuan suntikan pelbagai rongga, saluran pelari ke setiap rongga sepatutnya sama mungkin untuk memastikan bahawa cair dapat mengisi semua rongga secara serentak. Di samping itu, bahagian plastik yang sama harus diberi makan dari kedudukan yang sama untuk memastikan pertukaran mereka.
(3) prinsip jumlah minimum
Susunan rongga mestilah padat mungkin, aliran sistem gating mestilah secepat mungkin, bentuk dan saiz keratan rentas pelari harus munasabah, dan jumlah sistem gating harus sekecil mungkin. Khususnya, terdapat manfaat berikut.
1. Kurang haba dan tekanan yang cair kehilangan dalam sistem gating.
2. Lebih ringan beban ekzos acuan.
3. Kurang memanaskan acuan menyerap dari sistem gating, lebih mudah untuk mengawal suhu acuan.
4. Lebih pendek masa cair mengalir dalam sistem gating, lebih pendek kitaran suntikan akan.
5. Kurang konkrit terdapat dalam sistem gating, plastik kurang sia -sia.
6. Lebih kecil dimensi luaran acuan adalah.
(4) Prinsip kitaran terpendek
Apabila satu acuan dan satu rongga digunakan, usaha perlu dibuat untuk memastikan bahawa cair mengisi setiap sudut rongga dalam kira -kira jumlah masa yang sama. Apabila pelbagai rongga dibentuk dalam satu acuan, adalah perlu untuk memastikan setiap rongga diisi dalam kira -kira jumlah masa yang sama. Dengan cara ini, bukan sahaja kualiti pencetakan bahagian plastik dijamin, tetapi juga kitaran pencetakan suntikan dapat diminimumkan. Apabila merancang sistem gating, juga perlu mencari cara untuk mengurangkan rintangan cair, meningkatkan kelajuan pengisian cair, meminimumkan lenturan pelari, dan apabila lengkung diperlukan, peralihan arka harus diterima pakai sebanyak mungkin. Walau bagaimanapun, amalan menggilap permukaan saluran aliran ke kekasaran yang sangat rendah untuk mengurangkan rintangan cair sering tidak dianjurkan. Alasannya ialah kekasaran yang sesuai boleh meninggalkan bahan sejuk di bahagian depan cair di dinding saluran aliran (dinding saluran aliran bersamaan dengan rongga bahan sejuk yang tidak terhitung). Di bawah keadaan biasa, kekasaran permukaan RA saluran aliran boleh diambil sebagai 0.8 hingga 1.6μm.

Pengilang acuan baldi cat di China (jfmoulds.com)
2 mata utama reka bentuk sistem gating
Apabila merancang sistem suntikan, pertimbangan pertama adalah untuk membolehkan plastik cair untuk mengisi rongga dengan cepat, mengurangkan tekanan dan kehilangan haba. Ia harus dipertimbangkan secara ekonomi untuk meminimumkan perkadaran sisa yang dihasilkan oleh saluran aliran sebanyak mungkin. Akhirnya, pintu masuk pada bahagian plastik harus dikeluarkan dengan mudah. Titik utama reka bentuk sistem suntikan porselin adalah seperti berikut.
Kedudukan pintu harus memastikan bahawa apabila plastik mengalir ke dalam rongga, ia menghadap bahagian yang luas dan tidak terhalang dari rongga, iaitu, cair harus mengalir dari bahagian berdinding tebal rongga ke bahagian berdinding nipis. Sekiranya cair mengalir dari kawasan berdinding nipis ke kawasan berdinding tebal, kelajuan akan jatuh dengan cepat dan suhu juga akan jatuh dengan ketara, yang tidak kondusif untuk mengisi.
2. Untuk mengelakkan plastik dari secara langsung memukul dinding rongga, teras atau masukkan apabila mengalir ke dalam rongga, adalah perlu untuk memastikan bahawa cair plastik dapat mengalir ke semua bahagian rongga secepat mungkin dan mengelakkan ubah bentuk teras atau memasukkan
3.
4. Kedudukan pintu gerbang dan arah aliran masuk plastik harus memastikan bahawa plastik mengalir secara seragam di sepanjang arah selari rongga ketika memasukinya dan memudahkan pelepasan gas di dalam rongga.
5. If fully automatic operation is adopted during production, it is necessary to ensure that the concrete in the gating system can be automatically demolded smoothly along with the plastic part.
6. The gating system should have a good exhaust structure and sufficient cold material cavities to minimize the introduction of air and cold material into the cavity, which may affect the quality of the plastic part.
When there are multiple cavities in one mold, it is necessary to prevent plastic parts of significantly different sizes from being placed in the same mold. If the volume of the large and small plastic parts differs by more than four times, it is very difficult to achieve balanced feeding.
When the projected area of the plastic part is large, when designing the gating system, it is necessary to avoid opening a gate on one side of the mold, otherwise it will cause uneven force distribution during injection molding.
The design of the gating system should take into account shortening the production cycle and improving labor productivity.

Maklumat Berkaitan

Penyelesaian untuk burrs, melekat pada acuan, pengapit dawai dan ubah bentuk acuan
2025-09-01
Penyelesaian untuk burrs, melekat pada acuan, pengapit dawai dan ubah bentuk ...

Cara menyelesaikan masalah pemutihan, penyamaran dan ubah bentuk kedudukan tulang di saluran air acuan
2025-08-16
Cara Menyelesaikan Masalah Pemutihan, Menggoda dan Deformasi Bone Pos ...

Penyelesaian untuk jalur udara, charring, jamming kawat, ketinggian ketinggian atau udara terperangkap dalam acuan
2025-08-14
Penyelesaian untuk jalur udara, charring, jamming kawat, ketinggian ketinggian atau terperangkap ...
Reka bentuk asas acuan suntikan (i)
2025-09-26
Reka bentuk asas acuan suntikan (i) Pemilihan struktur acuan adalah ...

Penyelesaian kepada tanda pin kilat dan ejektor yang jelas di kedudukan laluan air pada acuan
2025-08-10
Penyelesaian kepada flash yang jelas dan tanda pin ejektor di Pos Posasi Air ...
Penyelesaian untuk tanda udara di kedudukan saluran air acuan dan seret kerosakan di kedudukan keluar air bingkai bateri
2025-08-27
Penyelesaian untuk tanda udara di kedudukan saluran air acuan dan kerosakan seret ...