Permukaan acuan dibakar dan dicetak cerah dan mempunyai tanda aliran permukaan
Permukaan acuan dibakar dan dicetak cerah dan mempunyai tanda aliran permukaan
Permukaannya dibakar dan dicetak cerah
Fenomena: Permukaan produk adalah permukaan bertekstur halus. Semasa proses pengacuan, disebabkan oleh pelepasan gas yang tidak lengkap, sukar untuk meningkatkan kecerahan permukaan produk disebabkan oleh penaik, yang tidak dapat memenuhi keperluan kualiti.
Analisis: Tetapan suhu acuan tidak masuk akal. Tetapan tekanan di bahagian keempat terlalu rendah. Acuan mempunyai ekzos yang lemah.
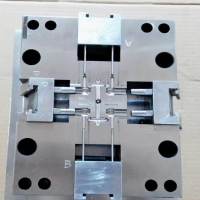
1. Ciri -ciri Mesin Pencetakan Suntikan
Gred: HT120T, Kekuatan Pengapit: 120T, Kapasiti Plastik: 125g
2. Ciri -ciri acuan
Nombor Letupan Acuan: 1 × 2, Kaedah Suntikan Gam: Outlet Air Besar (Suntikan Titik Sampingan), Kaedah Letakkan: Letakkan oleh pin ejektor dan bahagian atas yang cenderung, suhu acuan: 125 ° C (mesin suhu malar)
3. Bukti Fizikal Produk
Bahan: ABS+PCHI-1001BN, Warna: Hitam, Berat Produk (Single Piece): 5.68G, Berat Nozzle: 11.66g
4. Analisis Punca Kecacatan
Acuan adalah sarung 1 × 2. Saluran aliran acuan agak panjang. Kaedah masuk gam adalah titik masuk gam. Bahan cair mengalir ke kawasan berhampiran salur masuk gam. Oleh kerana kelajuan perlahan dan tekanan tinggi, tekanan pada produk meningkat, dan tanda penaik adalah jelas.
Kedua: Menetapkan suhu acuan terlalu rendah tidak kondusif untuk pelepasan gas dari acuan dan boleh menyebabkan gas terperangkap.
5. Countermeasures
Satu: Menggunakan suntikan pelbagai peringkat dan penukaran kedudukan.
Dua: Di bahagian pertama, isi saluran aliran ke salur masuk gam pada kelajuan yang agak cepat dan cari kedudukan pensuisan yang sepadan. Di bahagian kedua, isi 95% rongga acuan dengan kelajuan sederhana dan tekanan yang agak tinggi untuk mengelakkan sebatian getah cair suhu tinggi dari penyejukan. Pendek ketiga mengisi rongga acuan perlahan-lahan untuk mengusir sepenuhnya udara di dalam rongga, dan akhirnya beralih ke kedudukan penukaran tekanan.
Tiga: Meningkatkan suhu acuan.
Empat: Masukkan lubang ekzos di sekitar permukaan perpisahan.
Lima: Gunakan pemadam untuk menggilap permukaan berkilat.
Kereta Mould_Taizhou Jiefeng acuan co, Ltd. (jfmoulds.com)

Tanda aliran permukaan
Fenomena: Terdapat tanda aliran pada permukaan kanta telus semasa proses pengeluaran.
Analisis: Kelajuan tinggi akan menyebabkan pencairan bahan, meningkatkan ricih, menjana suhu tinggi dan terdedah kepada penguraian. Permukaan acuan licin. Sekiranya kelajuan menembak terlalu cepat, tanda aliran mungkin berlaku. Suis kedudukan terlalu awal.
1. Ciri -ciri Mesin Pencetakan Suntikan
Gred: Demag, Pasukan Pengapit: 50T, Kapasiti Plastik: 80g
2. Ciri -ciri acuan
Nombor ecect acuan: 1 × 2, kaedah suntikan: pintu berbentuk kipas, kaedah lonjakan: lonjakan oleh blok atas, suhu acuan: 100 ° C.
3. Ciri -ciri produk
Material: PMMA Color: Transparent Product weight (single piece) : 3.5g Nozzle Weight: 8g
4. Analisis Punca Kecacatan
The main channel of the mold is quite large. The way the glue is fed in is by submersible. The molten material flows to the area near the glue inlet. Due to the excessive speed and the mold
The surface is very smooth, causing high shear which makes the molten material heat up rapidly in an instant, causing the raw material to decompose and produce gas, thus forming flow marks.
5. Countermeasures
Satu: Menggunakan suntikan pelbagai peringkat dan penukaran kedudukan.
Two: In the first section, fill the flow channel to the glue inlet at a relatively fast speed and find the corresponding switching position. Then, in the second section, fill the area near the glue inlet at a slow speed and a very small position. The third section is filled with 90% of the mold control quickly to prevent the high-temperature molten rubber compound from cooling down and forming wavy patterns. In the fourth section, fill the mold cavity slowly to completely expel the air inside the cavity, avoiding trapped air and charring and other adverse phenomena. Finally, switch to the pressure-holding switching position.
Komoditi Mould_Taizhou Jiefeng acuan co, Ltd. (jfmoulds.com)
Maklumat Berkaitan

NowOn bagi pihak industri pembuatan ketepatan "membentuk ahli silap mata"
2025-06-29
NowOn bagi pihak industri pembuatan precision "molding magician" pada hari ini...
Penetapan tekanan pencetakan dan parameter aliran suntikan
2025-07-26
Penetapan tekanan pencetakan suntikan dan parameter aliran1.Setting suntikan ...

Dari penemuan teknologi kepada transformasi pintar
2025-07-07
Dari penemuan teknologi kepada acuan suntikan transformasi pintar...

Punca dan penyelesaian jalur perak, perubahan warna, riak permukaan dan kekasaran dalam produk acuan suntikan
2025-07-30
Punca dan penyelesaian jalur perak, perubahan warna, riak permukaan dan ...

Punca dan penyelesaian kimpalan miskin dalam pengacuan suntikan, keretakan produk dan ubah bentuk produk
2025-07-30
Punca dan penyelesaian kimpalan miskin dalam pengacuan suntikan, produk retak ...

Fokus pada kualiti dan mendalam memupuk inovasi
2025-07-05
Fokus pada kualiti dan mendalam memupuk inovasi dalam kehidupan seharian, dari mobi...